咨詢熱線
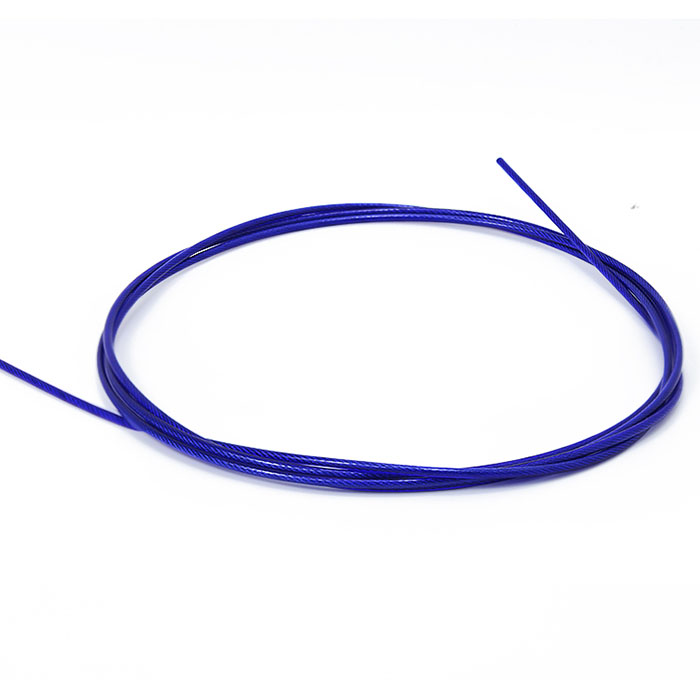
未來國內鋼絲繩行業(yè)發(fā)展前景廣闊…
山東榜益金屬制品有限公司
微信:18763056388手機:18763056388
電子郵箱:bangyi@bzbangyi.com
地址:山東濱州無棣縣水灣鎮(zhèn)
Copyright ? 山東榜益金屬制品有限公司 版權所有
備案號:魯ICP備2022012147號-2
關注微信
查看手機站

![[field:keywords/]](/uploads/allimg/211115/1-211115143T1327-lp.jpg)